



|




| 外型尺寸 | 面议 |
| 品牌 | 信远科技 |
| 货号 | 面议 |
| 用途 | 水溶肥包装 |
| 型号 | XY |
| 制造商 | 信远科技 |
| 是否进口 | 是 |
规定功能:
1、将多种物料,按照配方规定的重量人工配料后,自动混合均匀,按5Kg/袋规格自动计量、充填、包装。
2、原料输送至平台,采用在平台人工拆包、计量,直接向混合机倒料方式。
3、因为部分物料含有结晶水,易吸潮,高温易液化,要求配料、混料速度快,要求生产过程减少物料与空气接触时间,防止吸水返潮。
4、生产线工艺流程设计、设备结构设计、材料的选用符合防腐蚀的要求,设备能方便清理干净,所有接触物料部分为不锈钢。
5、要求混合均匀高效。
6、设备布置紧凑,能耗低,节能高效。
7、操作、维修方便,性能稳定,故障率低,运行可靠。
全自动粉剂水溶肥生产设备是我公司结合国内外水溶肥设备制造经验和客户使用反馈情况,研发制造了全新一代集自动配料、混料、包装于一体全自动生产设备。设备自动化程度高,可用电脑全程监控,可储存多种配方,生产方便。生产产量可查,可打印,方便统计,省时省力!操作简单,用工人数少,占地面积小,耗电低,易维护降低投资成本,设备主体采用304不锈钢,防腐性能强,提高了设备使用寿命。
全自动粉剂水溶肥生产线大体上由4层结构组成。从上至下,投料预混层,自动配料层,自动混合层,计量包装层。如下图
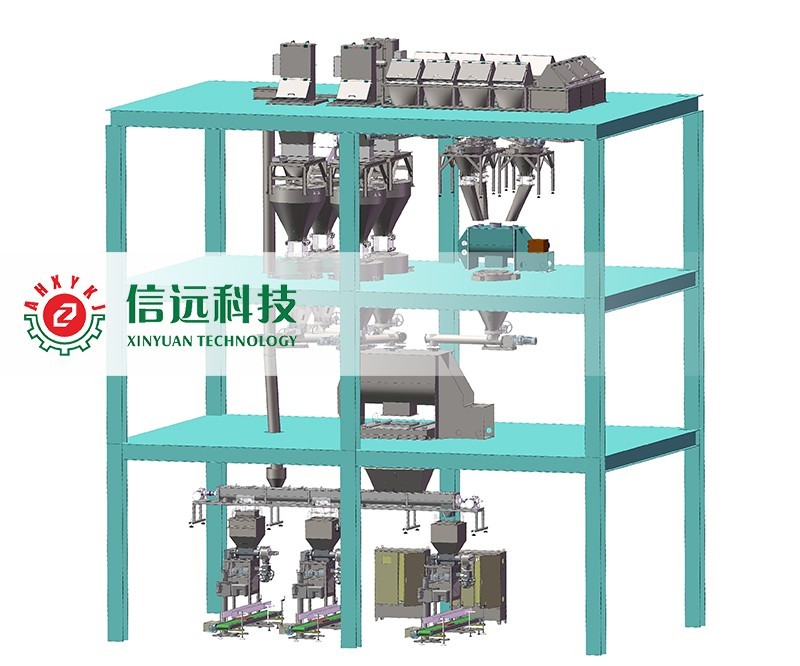
投料预混系统
投料预混系统可分为除尘、预混两大系统。
我们先从投料系统讲起,投料系统首先要设有投料平台,目前常用的新款的投料系统具有除尘过滤功能,这种无尘投料系统是专门为防止粉料在投送过程中粉尘扩散而专门设计的,当打开仓门时投料时,系统会自动启动负压吸尘功能,外溢的粉尘被强大的负压气流吸附,被过滤滤芯阻止,干净的气体通过滤芯再经风机排出,投料完成后关闭投料仓自动反吹,保证了原料投入后,现场可以实现无尘化操作与运行。系统采用在线微量元素预混,可避免多次进行人工配料,减轻劳动力。多种微量元素提前预混可提高总混的混合均匀度和较少混合时间。
自动配料系统
自动配料系统由配料仓、称重模块、振动破拱、配料螺旋、进料口、手动插板阀几大部分组成。
投料之后,就到了自动配料系统了。生产企业在这个环节,一般都会配有多个原料仓,料仓料仓主体、料仓盖、连接法兰、称重底座,振动底座、减压帽等组成,含有振动、破拱装置及仓内减压帽,防止物料架桥。各料仓主体连接螺杆供料,供料电机带动螺杆转动给称重斗加料、补料,变频控制输料速度,快、慢两级加料,可有效控制配料精度,也被称为矢量法自动配料。整套配料机组都是采用减重配料方式,可以按照设定的配方要求直接配至混合机内,省去中间秤斗,减少对厂房高度要求和堵料环节。
自动混合系统
自动混合系统由仓体及机架、进料口、搅拌轴及搅拌叶、电机减速机、出料口几大部分组成。
自动配料完成后,物料到达自动混合系统。当前生产企业配备是无重力混合机,无重力混合机是一种可以使物料上下左右多维复合运动的卧式双轴搅拌机,是由电机减速机、混合机上盖、混合机筒体、双轴搅拌叶、卸料机构、混合机出料口组成。当物料投入混合机后,总控系统会自动控制混合、卸料、开关料门动作,混合时间、卸料时间的长短均可数字设定,确保混合均匀。待混合时间到达后,系统自动启动卸料装置,将物料卸入成品料仓内,待包装使用。
计量包装系统
计量包装系统由缓冲料仓、分料螺旋、包装料仓、水溶肥包装秤、封口机、封包输送机几大部分组成。
当混合完成的多种物料到达成品仓,经过螺旋供料进入缓冲料仓后,就到了重要的环节了——计量包装环节。因为这个环节的产品就是要推向市场的一线商品,关系着厂家、经销商和用户的多方利益,所以在计量精度上、包装形象上要做到丝毫不能马虎。首先我们讲计量填充用的双杆螺旋包装秤,是由箱体、支架、自动供料装置、电子称重装置、气动夹袋装置,电气控制系统组成。螺杆供料系统工作时,供料电机带动螺杆转动进行供料,快、中、慢三级加料;电子称重传感器具有自动检测,数字设定与显示重量功能,计量速度快,精度高,可自动检测快加、中加、慢加、称重、稳定、夹袋、填充、落袋等每个动作的状态。配上前端的人工上袋和后端的输送机、自动折边缝包机或热封口机,可快速同步实现这个环节的上袋、套袋、夹袋、充填、落袋、输送、封包等一系列动作。
性能特点
1、投料及包装部分配有脉冲除尘系统,其余为全密封设计,防止粉尘溢出。
2、配料系统采用矢量静态称重,快慢两级加料,配料精度高、速度快。
3、料仓含有破拱及振动下料机构,保证物料不会架桥。
4、混合机采用双螺带混合方式,物料在内部三维运动,混合均匀度高。
5、包装秤为双变频快慢级加料方式,包装速度快、精度高。
6、封口采用热封或线缝方式
7、整机采用快装式结构,方便清理及维修。
8、电控采用电脑PLC控制系统,自动化程度高、节约人工。






